

 襯四氟管件咨詢
襯四氟管件咨詢
產品中心
最新資訊
- 鋼襯四氟管道,材料保障工業應用的順利進行06-30
- 鋼襯四氟直管,應用廣泛06-29
- 聚四氟乙烯襯里管道,液體輸送的選擇06-28
- 鋼襯四氟防腐管道,保障工業運行的可靠選擇06-27
- 模壓襯四氟鋼管,革新管道技術的明星06-26
最新編輯
- 鋼襯四氟管道,材料保障工業應用的順利進行06-30
- 鋼襯四氟直管,應用廣泛06-29
- 聚四氟乙烯襯里管道,液體輸送的選擇06-28
- 鋼襯四氟防腐管道,保障工業運行的可靠選擇06-27
- 模壓襯四氟鋼管,革新管道技術的明星06-26
聯系我們

.jpg)
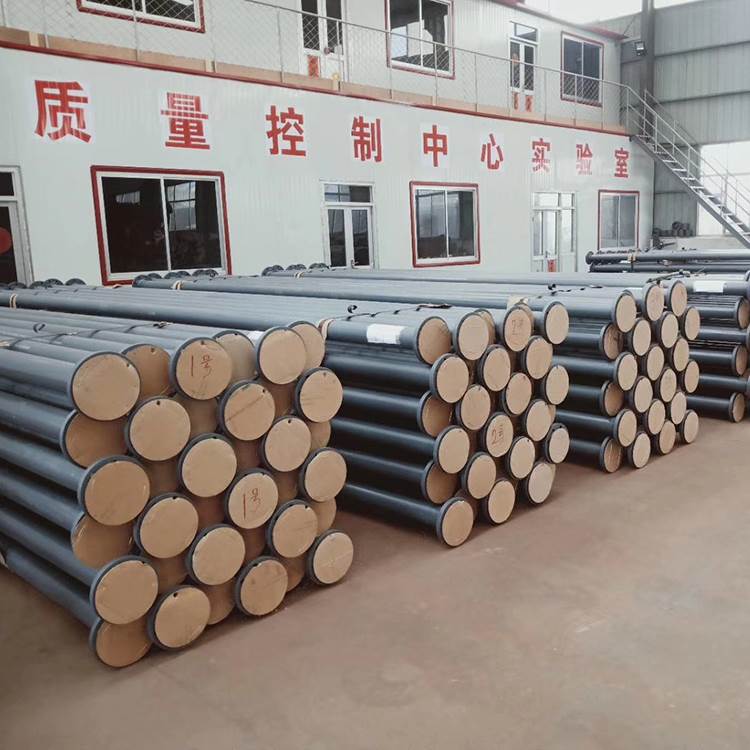
產品名稱: 襯四氟管生產廠家
產品類型: 鋼襯四氟管道(PTFE)
產品型號:
發布時間: 2023-08-17
頁面網址: http://www.hongyanggk.com/p/232.html
- 產品描述
襯四氟管用于哪些領域
襯四氟管作為一種具有優異耐腐蝕性能的管道材料,被廣泛應用于以下領域:
化工工業:如酸、堿、氧化劑、還原劑等腐蝕性介質的輸送和儲存。
石油化工工業:如煉油、天然氣、化肥、煤化工等領域的輸送、儲存和處理。
食品和制藥工業:如牛奶、果汁、啤酒、藥品等的輸送和儲存。
電子和電器工業:如電路板生產、電鍍等的腐蝕介質輸送和處理。
環保工程:如廢水處理、廢氣處理等環保領域的輸送和處理。
需要注意的是,不同行業的工作環境和介質不同,對鋼襯四氟PTFE管道材料的要求也不同。在使用襯四氟管時,應根據實際需求選擇合適的材料和規格,并注意相關的安全技術規范和標準。
襯塑襯四氟管施工方法
襯塑襯四氟管的施工方法主要包括以下步驟:
準備工作:確保施工場地的清潔和整齊,檢查管道材料的質量和規格是否符合要求。準備施工所需的工具和設備,如切割工具、焊接設備等。
測量和切割:根據實際需要測量和標記管道長度,并使用適當的切割工具將襯塑襯四氟管切割成所需長度。
清洗和處理:對管道內壁進行清洗和表面處理,以確保表面干凈和粗糙度適宜。清洗過程可以使用適當的溶劑或清洗劑進行。
襯塑處理:PTFE襯四氟鋼管將四氟襯里材料(聚四氟乙烯)通過特殊的涂覆或襯塑工藝,均勻地涂覆在管道的內表面上。可以使用噴涂、滾涂或浸涂等方法進行襯塑處理。
焊接和連接:根據管道的設計要求,使用適當的焊接方法進行管道的連接。常見的焊接方法包括電焊、托盤焊等。確保焊接接頭的質量和密封性。
檢查和測試:對施工完成的襯塑襯四氟管進行外觀檢查和尺寸檢測,確保管道的質量和尺寸符合要求。進行必要的壓力測試,以驗證管道的密封性和耐壓性能。
.jpg "襯四氟管生產廠家")
模壓四氟鋼管的特點
模壓四氟鋼管是一種以鋼管為基體,在內部涂覆一層PTEE(聚四氟乙烯)的管道。與其他涂層方式不同,模壓技術是將固態的PTFE材料直接壓縮到鋼管表面形成涂層,形成了一層致密、均勻、無孔隙的PTFE內襯,能夠提供良好的耐腐蝕和耐磨損性能。
模壓四氟鋼管的主要特點包括:
良好的耐腐蝕性能:PTFE內襯可有效抵御化學介質的侵蝕,具有廣泛的耐腐蝕性,適用于各種酸、堿、鹽等介質。
良好的耐磨性能:PTFE材料本身就是一種非常耐磨的材料,模壓工藝內襯厚度均勻,可以提供良好的耐磨損性能。
高溫穩定性好:PTFE材料可以耐受高達260℃的高溫,而且不會融化或分解,因此可以在高溫環境中使用。
無毒、無味、無污染:PTFE材料本身無毒、無味、無污染,對于要求高度衛生的行業來說。
PTFE襯四氟鋼管具有較高的表面光潔度:PTFE內襯管道表面光滑,不會生銹,不會在管內產生沉積,可以保證流體流動的順暢和無污染。
長壽命:由于PTFE內襯層的優異性能,模壓四氟鋼管具有較長的使用壽命,可以降低更換維護的頻率和成本。
總之,模壓四氟鋼管具有耐腐蝕、耐磨損、高溫穩定、無毒、無味、無污染、表面光潔度高等優點,被廣泛應用于化工、制藥、電子、航空、航天等領域。
- 相關產品



- [返回首頁] [ 上一條:鋼襯四氟管廠 ] [ 下一條:襯四氟管供應商 ]